1441677-A Rev Level K PPAP Submission
Uploaded by
Axel Mata1441677-A Rev Level K PPAP Submission
Uploaded by
Axel MataInitial Sample Report
Customer Site RF Issue
Titan Engine Cooling Jamestown
Commodity or Project Buyer SQAD Engineer
Part number Part description Drawing number Issue-level
1441677-A Plateside 144T022 K
Supplier name Supplier Site (location) Issued by Date
P&G Steel Buffalo N.Y. Brian Riemer 3/10/2020
File content: Status
PSW
First page (PSW) of Initial Samples reports of suppliers sub-components
Mapped Drawing
Dimensional Report
Sample parts
Material-cert.
Logistics and packaging validation (packaging instruction sheet + label on packaging).
Toolings
Tooling drawings including spare part list
Defect catalogue
Report into IMDS database
Full traceability of IS (Id-marking of IS part must correlate with dimensional report)
*Other1
*Other2
* = Other documents if requested in the [Link]
First page (PSW) of Initial Samples reports
of suppliers sub-components
PPAP INFORMATION FORM
DOCUMENT NUMBER: CPTEC144T022
CUSTOMER NAME: TitanX Engine Cooling
CUSTOMER PART NO: 1441677-A
PART NAME: Plateside
LATEST PRINT REV: K
REV DATE: 10/21/2019
SUPPLIER CODE: 47606
ORIGINAL ISSUE DATE: 03/10/20
DOCUMENT REV DATE: 03/10/20
DOCUMENT REV LEVEL: A
Inspection Key
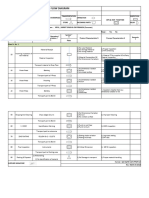
Process Flow Diagram Product Name: Plateside
Changeover Key
P=Product A=Automatic Doc rev: A
T=Tooling M=Manual Part No: 1441677
S=Software V=Visual Part Rev: A
D=Dunnage Q=Quality Audit Prepared By: Brian Riemer
L=Label
Print Reference
Print reference
Scrap/ Contain
Changeover
Store/Get
Significant Process Significant Product
Rework
Inspect
Critical
Operation Description Characteristics Characteristics
Move
Op-
Fab
Seq. (Inputs) (Outputs)
V Receiving Material Tag Must match shipper
Receiving Material Weight Must match shipper
Receiving Material thickness 2.0 Thick
Material Certification
Receiving AA 3003 with 4343 1-side clad 4%
Store in protected proper No damage caused by move or
Store components location storage, No damaged boxes
containers.
2 Pull Components from inventory Traveler
Material cleanliness No dirt,excessive oil, road crud,
V
rust or white rust.
P 1-
MV
T Stamp 63 Print 144T022
End tab to center of radius 1 Print 144T022 18.9 +/- 0.8
End tab to center of radius 2 Print 144T022 7.5 +/- 0.8
Radius 3 Print 144T022 R3 +/- 0.8
Datum A to tab 4 Print 144T022 13.7 +/- 0.5
Tab height 5 Print 144T022 5.5 +/- 1
End tab to center of radius 6 Print 144T022 5.7 +/- 1
Radius 7 Print 144T022 R3 +/- 0.8
Leg Height 8 Print 144T022 10 +/- 0.8
Straightness 9 Print 144T022 u 0.2
Radius 10 Print 144T022 2X R1.5 +/- 0.8
Part width 11 Print 144T022 52 +/- 0.8
Dimple height 12 Print 144T022 0.4 +/- 0.15
Dimple to dimple 13 Print 144T022 26 +/- 1
Hole Diameter 14 Print 144T022 n10 +/- 0.8
Dimple length 15 Print 144T022 14X 15 +/- 0.8
Datum C to hole ("C" dim) 16 Print 144T022 558.3 +/- 1
Datum C to end tab ("B" dim) 17 Print 144T022 858.3 +0.5 -1.2
Datum C to tab end 18 Print 144T022 2X 88.5 +/- 0.8
Datum C to end tab 19 Print 144T022 2X 150 +/- 0.8
N/A 20 Print 144T022 8X 30~ +/- 1~ 0'
N/A 21 Print 144T022 4X 15.4 +/- 0.8
Datum C to centerline 22 Print 144T022 308.7 +/- 0.8
N/A 23 Print 144T022 131.9 +/- 0.8
N/A 24 Print 144T022 131.9 +/- 0.8
Leg Height 25 Print 144T022 10 +/- 0.8
Radius to radius ("A" dim) * 26 Print 144T022 * 843.3 +0.5 -1.2
Flatness 27 Print 144T022 0.2 / 100
Flatness 28 Print 144T022 c 1
End tab to middle tab 29 Print 144T022 12 +/- 0.8
Middle tab width 30 Print 144T022 9 +/- 0.8
Cutout width 31 Print 144T022 2 X 2.5 +/- 0.8
End tab width 32 Print 144T022 2 X 7 +/- 0.8
Edge to cutout 33 Print 144T022 2 X 19 +/- 0.8
Edge to tab 34 Print 144T022 2 X 5.5 +/- 0.8
End tab length 35 Print 144T022 2 X 2 +/- 0.3
Radius 36 Print 144T022 2X R Full
End tab to radius 37 Print 144T022 25.9 +/- 0.8
Part edge to tab edge 38 Print 144T022 2X 6.5 +/- 0.8
Tab width 39 Print 144T022 6 +/- 0.8
Cutout width 40 Print 144T022 6 +/- 0.8
Cutout to cutout 41 Print 144T022 15 +/- 0.8
Cutout width 42 Print 144T022 6 +/- 0.8
Tab width 43 Print 144T022 6 +/- 0.8
Notch edge depth 44 Print 144T022 2X 5.2 +/- 0.8
Tab length 45 Print 144T022 2X 5.7 +/- 0.8
Notch length 46 Print 144T022 2X 9.7 +/- 0.8
Notch to notch 47 Print 144T022 41.6 +/- 0.8
Note 48 Print 144T022 2X Sharp Corner Req'd
Notch depth 49 Print 144T022 5.2 +/- 0.8
Radius 50 Print 144T022 2X R1 +/- 0.8
Note 51 Print 144T022 Sharp Corner Req'd
Part Number 52 Print 144T022 1441677-A
Ref core dim. header to header 53 Print 144T022 837 +/- 0.8
X Requirement 54 Print 144T022 No
Radius to radius ("A" dim) * 55 Print 144T022 * 843.3 +0.5 -1.2
Datum C to end tab ("B" dim) 56 Print 144T022 858.3 +0.5 -1.2
Datum C to hole ("C" dim) 57 Print 144T022 558.3 +/- 1
Material: For CAB: Aluminum 2.0
Note 1 58 Print 144T022 thick AA 3003 with 4343 1-side
clad 4%
*Denotes this dim to be monitored
Note 2 59 Print 144T022
by vendor control plan
Rev Level 60 Print 144T022 K
Standard 61 Print 144T022 ASME Y14.5M 2009
Material Spec 62 Print 144T022 TR-AL-61
Print Number 63 Print 144T022 144T022
MV Inspect parts Master sample 144T022
white label with qty and part# date
Pack and Label customer P.O.
label attached to part.
Ship to customer E.D.I. Customer P.O. Parts customer ordered shipped.
P&G Steel Products Co., Inc
54 Gruner Road Potential Failure Mode and Effects Analysis
Buffalo, New York 14227 (PROCESS FMEA) FMEA Number: FM- 1441677-A
(716) 896 - 7900
Item: 1441677-A Process Responsibility: P&G Stamping Prepared by: Brian Riemer (Quality Manager)
Customer: TitanX Engine Cooling Key Date: 3/10/2020 FMEA Date (Orig.): 3/10/2020 (Rev.): A
Core Team: Scott Bauer (Engineering), Brian Riemer (Quality Manager), Kevin Bartosiewicz (Engineering)
C O D Action Results
Process S L Potential Cause(s) / C E R.
Potential Failure Potential Effect(s) of Current Process Current Process Recommended Responsibility
Function/ E A Mechanism(s) / of C T P. S O D R.
Mode Failure V S U Controls Prevention Controls Detection E N. Actions & Target Date Actions
Requirements Failure E C E P.
S R C Taken
V C T N.
Operation 01 Material properties Part will not meet Material ordered Procedures for purchase Incoming material
Receiving not to spec specification, material incorrectly 2 order assurance inspection compares P.O. 4 48 N/A
Inspection replacement delay to operation sheet
6
Inadequate material Certification required with Incoming Inspection
control at supplier 2 every shipment Instructions 4 48 N/A
Incorrect material Improper form, material Inadequate process Supplier process controls Incoming Inspection
thickness replacement delay 6 control at supplier. 2 and certifications Instructions 4 48 N/A
Incorrect material Improper form, material Inadequate process Supplier process controls Stock guides in die
width - too narrow replacement delay 6 control at supplier. 2 and certifications prevent material that is 4 48 N/A
too wide
Incorrect material Improper form, tooling Inadequate process Supplier process controls Stock guides in die
width - too wide adjustment 6 control at supplier. 2 and certifications prevent material that is 4 48 N/A
too wide
Material is scratched Part will not meet Inadequate process Supplier process controls Incoming Inspection
or scored specification 6 control at supplier. 2 and certifications Instructions 4 48 N/A
Material is wavy Part will not meet Inadequate process Supplier process controls Incoming Inspection
specification for flatness 6 control at supplier. 2 and certifications Instructions 4 48 N/A
Material surface is Part will not meet Inadequate process Supplier process controls Incoming Inspection
contaminated specification for 6 control at supplier. 2 and certifications Instructions 4 48 N/A
cleanliness
Cladding Material not clad, material Inadequate process Incoming Inspection
replacement delay control at supplier. Supplier process controls Instructions
6 2 4 48 N/A
and certifications
Material clad on wrong Inadequate process Certification required with Incoming Inspection
side 3 control at supplier 2 every shipment. Instructions 5 30 N/A
Material clad on both Inadequate process Certification required with Incoming Inspection
sides, material 2 control at supplier 4 every shipment. Instructions 6 48 N/A
replacement delay
Weight received Material will not produce Material ordered Procedures for purchase Incoming material
incorrect enough parts 2 incorrectly 4 order assurance inspection compares P.O. 6 48 N/A
to operation sheet
Inadequate material Certification required with Incoming Inspection
2 control at supplier 4 every shipment Instructions 6 48 N/A
OCC - Occurrence SEV - Severity DET - Detection RPN - Risk Priority Number CLASS - Classification Page 12 of 29
Operation Damaged material Part will not meet Material is dropped Forklift training in the safe Visual inspection by
02 specification, material 3 handling and preservation operator 7 84 N/A
replacement delay of material
Aluminum 4
Storage Material sustains fork Coil steel is stored in Visual inspection by
damage 3 areas away from main operator 7 84 N/A
aisles and high traffic
areas
Cannot locate Missed customer delivery Material is placed is wrong Material storage locations Visual inspection by
material when 4 location 2 are specified in plant operator 6 48 N/A
needed layout
Surface Scrap some or all material Material is subjected to Material stored in Visual inspection
contamination 4 dirt and/or moisture 2 protected areas 6 48 N/A
Operation Crimp form height not Part will not assemble Improper feed Set up instructions and In process inspection
03 even properly 3 4 first piece instructions instructions 2 24 N/A
Stamp Part off center Part will not assemble Stock guides and/or Set up instructions and In process inspection
plateside properly 3 feeder 2 first piece instructions instructions 2 12 N/A
Missing dimples Part will not assemble Incorrect changeover Set up instructions and In process inspection
properly 6 2 first piece instructions instructions 6 72 N/A
Uneven leg heights Part will not assemble Stock guides and/or Set up instructions and In process inspection
properly 3 feeder 2 first piece instructions instructions 2 12 N/A
Part depth not to Part will not assemble Ram not set to proper Set blocks on die Set up records
specification properly 8 height 3 2 48 N/A
Mis-hit, excessive die Set up instructions and In process inspection
8 wear 3 first piece instructions instructions 2 48 N/A
Part not flat Part will not assemble Incorrect roller settings Set up instructions and In process inspection
properly 3 2 first piece instructions instructions 2 12 N/A
Camber in material Set up instructions and In process inspection
3 1 first piece instructions instructions 2 6 N/A
Hole locations not to Part will not assemble Ram not set to proper Set up instructions and In process inspection
specification properly 6 height 3 first piece instructions instructions 2 36 N/A
Improper material Receiving inspection & In process inspection
6 2 first piece instructions instructions 2 24 N/A
OCC - Occurrence SEV - Severity DET - Detection RPN - Risk Priority Number CLASS - Classification Page 13 of 29
Operation Improper packaging Bent or damaged parts Operator did not follow Operation sheet and dock
04 4 packaging instructions 2 audits 1 8 N/A
Packaging
Operation Handling and Improper fit and function Use of wrong container or Operation sheet and work Final audit
05 / 06 shipping damage 4 too many pieces in 3 instructions 7 84 N/A
Storage & container
Shipping
Handling and Improper fit and function Improper handling and/or Forklift training in the safe Final audit and operation
shipping damage 4 stacking of containers 3 handling and preservation sheet 7 84 N/A
of material
Inadequate Customer rejection Operator did not follow in- Operation sheet and work Final audit
information on label 3 process inspection 2 instructions 5 30 N/A
instructions
Container mislabeled Customer rejection Operator did not follow in- Operation sheet and work Final audit
4 process inspection 3 instructions 7 84 N/A
instructions
Mixed parts or lots Customer rejection Operator did not follow in- Operation sheets, work In-process inspection and
4 process inspection 3 instructions & training final audit 7 84 N/A
instructions
OCC - Occurrence SEV - Severity DET - Detection RPN - Risk Priority Number CLASS - Classification Page 14 of 29
INITIAL SAMPLE INSPECTION REPORT
CUSTOMER
TitanX Engine Cooling Plateside PART
NO 1441677-A
REVISION
A Units MM INSPECTOR
SJM DATE
6/4/2020
Accepted
Conforming
Conforming
Rejected
P&G’s
Critical
Customer
Item
Non-
Non-
Specification
Results
Results
1
18.9 +/- 0.8 19.42
2
7.5 +/- 0.8 7.95
3
R3 +/- 0.8 ok
4
13.7 +/- 0.5 13.23 - 13.66
5
5.5 +/- 1 5.25 - 5.60
6
5.7 +/- 1 6.12
7
R3 +/- 0.8 ok
8
10 +/- 0.8 9.37 - 10.35
9
u 0.2 .11
10
2X R1.5 +/- 0.8 ok
11
52 +/- 0.8 51.91 - 52.18
12
0.4 +/- 0.15 0.30 - 0.53
13
26 +/- 1 25.95
14
n10 +/- 0.8 10.08, 10.14
15
14X 15 +/- 0.8 14.62 - 15.05
16
558.3 +/- 1 558.8
17
need to request +1.0/ -1.2
858.3 +0.5 -1.2 858.78 based on existing tooling
18
2X 88.5 +/- 0.8 88.42, 88.30
19
2X 150 +/- 0.8 150.48, 149.99
20
8X 30~ +/- 1~ 0' N/A
21
4X 15.4 +/- 0.8 N/A
22
308.7 +/- 0.8 306.3 x die makes as had
23
131.9 +/- 0.8 N/A
24
131.9 +/- 0.8 N/A
25
10 +/- 0.8 9.37 - 10.35
26
* * 843.3 +0.5 -1.2 842.72
27
0.2 / 100 ok
28
c 1 0.62
29
12 +/- 0.8 11.84, 11.79
30
9 +/- 0.8 9.09, 8.87
31
2 X 2.5 +/- 0.8 2.50, 2.61
32
2 X 7 +/- 0.8 7.45, 7.54
15 of 29
33
2 X 19 +/- 0.8 19.23, 19.38
34
2 X 5.5 +/- 0.8 5.57, 5.90
35
2 X 2 +/- 0.3 1.89, 1.94
36
2X R Full ok
37
25.9 +/- 0.8 26.32
38
2X 6.5 +/- 0.8 6.6, 6.7
39
6 +/- 0.8 6.00
40
6 +/- 0.8 6.05
41
15 +/- 0.8 15.06
E ONLY.
ARE FOR REFERENC
42
6 +/- 0.8 6.05
ALL PRINTED COPIES IC COPY FOR MOST UP TO
43
6 +/- 0.8 5.99 REFER TO ELECTRON FORMATION.
DATE IN w link to obtain
44
2X 5.2 +/- 0.8 4.99, 5.09 pervisor, Quali ty Department or follo
Contact Su
45
2X 5.7 +/- 0.8 5.52, 5.69
46
2X 9.7 +/- 0.8 9.67, 9.69
47
41.6 +/- 0.8 41.89, 42.11
48
2X Sharp Corner Req'd Conforms
49
5.2 +/- 0.8 4.99, 5.09
50
2X R1 +/- 0.8 ok
51
Sharp Corner Req'd Conforms
52
1441677-A Conforms
53
837 +/- 0.8 Ref
54
No Conforms
55
* * 843.3 +0.5 -1.2 842.72
56 need to request +1.0/ -1.2
858.3 +0.5 -1.2 858.78 based on existing tooling
57
558.3 +/- 1 558.8
58 Material: For CAB: Aluminum 2.0
thick AA 3003 with 4343 1-side 2.01
clad 4%
59
*Denotes this dim to be monitored
by vendor control plan Conforms
60
K Conforms
61
ASME Y14.5M 2009 Conforms
62
TR-AL-61 Conforms
63
144T022 144T022
16 of 29
Control Plan
Prototype Pre-launch x Production Key Contact/Phone B. Riemer 716-896-7900 X 225 Date (Orig.) 3/10/20 Date (Rev.) 3/10/20
Control Plan Number CPTEC144T022
Part Number/ 1441677-A Core Team Scott Bauer, Brian Riemer, Kevin Bartosiewicz Customer Engineering Approval Date
Latest Change Level K
Part Name Plateside Supplier Approval Date Customer Quality Approval Date
Supplier: P&G Steel Products Co. Supplier Code: 47606 Other Approval Date (if req.) Other Approval Date (if req.)
Characteristics Methods
Reaction Plan
Part Operation Machine, Special Evaluation
Number Description Device Jig, Tool No. Product Process Char. Product Specification/ Tolerance Measurement Sample Control Method
for Mfg. Class Technique
Size Freq.
1441677-A Receiving Tow motor Per Reject return to
Material tag Receiving Must match shipper Visual 1 pc.
Shipment
P.O Approval
Vendor
P.O.
Per Reject return to
Computer Material Weight Receiving Must match shipper Visual 1 pc.
Shipment
P.O Approval
Vendor
Per Reject return to
Material thickness Receiving 2.0 Thick Micrometers 1 pc.
Shipment
P.O Approval
Vendor
Per Reject return to
Material Cert Receiving AA 3003 with 4343 1-side clad 4% Visual 1 pc.
Shipment
P.O Approval
Vendor
Pull Traveler Every BOM - wrong
Verify part to Visual, compare to Verify part and replace
Components and part 2 traveler
1 pc
ISIR sample
1 pc. setup / bracket will not fit with correct part
reset weld fixture
from moving
Material Per Reject return to
inventory equipment. Receiving No dirt oil road crud, white or red rust. Visual 1 pc.
Shipment
P.O Approval
Vendor
cleanliness
Stamp End tab to center
1
of radius
Production 18.9 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
End tab to center
2
of radius
Production 7.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
3 Radius Production R3 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
4 Datum A to tab Production 13.7 +/- 0.5 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Per start- First piece Red tag issued to
5 Tab height Production 5.5 +/- 1 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
End tab to center
6
of radius
Production 5.7 +/- 1 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
7 Radius Production R3 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
8 Leg Height Production 10 +/- 0.8 CMM / Height gage 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Per start- First piece Red tag issued to
9 Straightness Production u 0.2 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
10 Radius Production 2X R1.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
11 Part width Production 52 +/- 0.8 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Per start- First piece Red tag issued to
12 Dimple height Production 0.4 +/- 0.15 CMM /Height Gage 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
13 Dimple to dimple Production 26 +/- 1 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
14 Hole Diameter Production n10 +/- 0.8 CMM / Pin gage 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
15 Dimple length Production 14X 15 +/- 0.8 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Datum C to hole
16
("C" dim)
Production 558.3 +/- 1 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
Datum C to end
17
tab ("B" dim)
Production 858.3 +0.5 -1.2 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Datum C to tab
18
end
Production 2X 88.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Datum C to end
19
tab
Production 2X 150 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
20 N/A Production 8X 30~ +/- 1~ 0'
21 N/A Production 4X 15.4 +/- 0.8
Datum C to
22
centerline
Production 308.7 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
23 N/A Production 131.9 +/- 0.8
24 N/A Production 131.9 +/- 0.8
Per start- First piece Red tag issued to
25 Leg Height Production 10 +/- 0.8 CMM / Height gage 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Per start- First piece Red tag issued to
Radius to radius
26
("A" dim)
Production * * 843.3 +0.5 -1.2 CMM 1 pc. up and
restart
approval CMM
Data
operator & MRD for any
non-conforming material
Per start- First piece Red tag issued to
CMM / Feeler
27 Flatness Production 0.2 / 100 Gage
1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
Per start- First piece Red tag issued to
CMM / Feeler
28 Flatness Production c 1 Gage
1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
End tab to middle
29
tab
Production 12 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
30 Middle tab width Production 9 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
31 Cutout width Production 2 X 2.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
32 End tab width Production 2 X 7 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
33 Edge to cutout Production 2 X 19 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
34 Edge to tab Production 2 X 5.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
35 End tab length Production 2 X 2 +/- 0.3 CMM 1 pc. up and approval CMM operator & MRD for any
restart Data non-conforming material
36 Radius Production 2X R Full CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
37 End tab to radius Production 25.9 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Part edge to tab
38
edge
Production 2X 6.5 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
39 Tab width Production 6 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
40 Cutout width Production 6 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
41 Cutout to cutout Production 15 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
42 Cutout width Production 6 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
43 Tab width Production 6 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
44 Notch edge depth Production 2X 5.2 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
45 Tab length Production 2X 5.7 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
46 Notch length Production 2X 9.7 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
47 Notch to notch Production 41.6 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
48 Note Production 2X Sharp Corner Req'd Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
49 Notch depth Production 5.2 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
50 Radius Production 2X R1 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
51 Note Production Sharp Corner Req'd Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
52 Part Number Production 1441677-A Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
Ref core dim.
53
header to header
Production 837 +/- 0.8 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
54 X Requirement Production No Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
Per start- First piece Red tag issued to
Radius to radius
55
("A" dim)
Production * * 843.3 +0.5 -1.2 CMM 1 pc. up and
restart
approval CMM
Data
operator & MRD for any
non-conforming material
Datum C to end
56
tab ("B" dim)
Production 858.3 +0.5 -1.2 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Datum C to hole
57
("C" dim)
Production 558.3 +/- 1 CMM 1 pc. At PPAP PPAP approval Resubmit PPAP
Material: For CAB: Aluminum 2.0
58 Note 1 Production thick AA 3003 with 4343 1-side Certification 1 pc. At PPAP PPAP approval Resubmit PPAP
clad 4%
*Denotes this dim to be monitored
59 Note 2 Production Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
by vendor control plan
60 Rev Level Production K Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
61 Standard Production ASME Y14.5M 2009 Standard 1 pc. At PPAP PPAP approval Resubmit PPAP
62 Material Spec Production TR-AL-61 Material cert 1 pc. At PPAP PPAP approval Resubmit PPAP
63 Print Number Production 144T022 Visual 1 pc. At PPAP PPAP approval Resubmit PPAP
Pack and Label Cartons and Red tag issued to
Per instruction
printer Qty per container Set-up per shipping order Visual 1 pc. per shift /traveler sheet
operator & MRD for any
non-conforming material
Red tag issued to
per computer
Label information Set-up per approved TitanX scanned 1 pc.
container generated
operator & MRD for any
non-conforming material
Red tag issued to
Shipping EDI P.O. per
Ship Set-up Customer order CMM 1 pc.
shipment
Shipping approval operator & MRD for any
non-conforming material
Data Sheet
Reference CMM Program for these dimensional checks.
Part Name: Plateside Document # : DSTE- 1441677-B Doc. Revision: A
Part Number: 1441677-A Print Revision: K 10/21/2019 Shop Order # :
Inspection Frequency ___1 time set-up and restart________________________
4 5 8 9 11 12 15 17 *26 27 28 35
14X (15) 858.3 +0.5 843.3 +0.5 2X 2
13.7 +/- 0.5 5.5 +/- 1 10 +/- 0.8 u 0.2 52 +/- 0.5 0.4 +/- 0.15 0.2 / 100 c 1 Clad Side Date Insp.
+/- 0.8 -1.2 -1.2 +/- 0.3
.
R E FOR R EF ERENCE ONLY
COPIES A ST UP TO
ALL PRINTED ECTRONIC COPY FOR MO
REFER TO EL DATE INFORMATION. llow link to obtain.
or fo
or, Q u ality Department
rvis
Contact Supe
19 of 29
P&G Steel Products Co.,
Inc.
54 Gruner Road
Buffalo, New York 14227
(716) 896-7900 Phone PART SUBMISSION WARRANT
(716) 896-4129 Fax
Part Name Plateside Cust. Part Number 1441677-A
Shown on Drawing No. 144T022 Org. Part Number 1441677-A
Engineering Drawing Change Level K Dated 10/21/2019
Additional Engineering Changes Dated
Safety and/or Government Regulation Yes x No Purchase Order No. Weight (kg)
Checking Aid No. N/A Checking Aid Engineering Change Level N/A Dated N/A
ORGANIZATION MANUFACTURING INFORMATION CUSTOMER SUBMITTAL INFORMATION
P&G Steel Products Company, Inc. 47606
TitanX Engine Cooling
002104800
Supplier Name & Supplier/Vendor Code Customer Name/Division
54 Gruner Road Kelly Snyder
Street Address Buyer/Buyer Code
Buffalo NY 14227 DTNA M2 Long
City State Zip Application
MATERIALS REPORTING
Has customer required Substances of Concern information been reported?. X Yes No n/a
Submitted by IMDS or other customer format: 789118240/0.01
Are polymeric parts identified with appropriate ISO marking codes? Yes No X n/a
REASON FOR SUBMISSION
x Initial Submission Change to Optional Construction or Material
Engineering Change(s) Sub-Supplier or Material Source Change
Tooling: Transfer, Replacement, Refurbishment, or additional Change in Part Processing
Correction of Discrepancy Parts Produced at Additional Location
Tooling inactive > than 1 year Other – Please specify
REQUESTED SUBMISSION LEVEL (Check one)
Level 1 – Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer.
Level 2 – Warrant with product samples and limited supporting data submitted to customer.
Level 3 – Warrant with product samples and complete supporting data submitted to customer.
X Level 4 – Warrant and other requirements as defined by customer. 1,5,6,7,9,10,14,18
Level 5 – Warrant with product samples and complete supporting data reviewed at supplier’s manufacturing location.
SUBMISSION RESULTS
The results for dimensional measurements x material and functional tests appearance criteria Statistical process package
These results meet all drawing and specification requirements: Yes x No (If “NO” - Explanation Required)
Mold / Cavity / Production Process Stamping
DECLARATION
I affirm that the samples represented by this warrant are representative of our parts, which were made by a process that meets all Production Part
Approval Process Manual 4th Edition Requirements. I further affirm these samples were produced at the rate of 150pcs / _hour.
I also certify that documented evidence of such compliance is on file and available for review. I have noted any deviations from this declaration below.
EXPLANATION/COMMENTS: Tooling was transferred from Wayne Metals
Is each Customer Tool properly tagged and numbered? X Yes No
Organization Authorized Signature Date 6/15/2020
Print Name Brian Riemer Phone No. (716) 896-7900 x 225 Fax No. (716) 896-4129
Title Quality Manager Email briemer@[Link]
FOR CUSTOMER USE ONLY (IF APPLICABLE)
Part Warrant Disposition: X Approved Rejected Other
Customer Signature Date 7/28/2020
Print Name Robert Hoden TitanX SQAD Manager Customer Tracking Number (optional)
Sample parts
Part number Drawing number Issue-level
1441677-A 144T022 K
Supplier name Part description
P&G Steel Plateside
Production date Quantity produced
3/10/2020 10
Batch number Quantity delivered
10
Production Process:
Fabrication
Parts produced with a serial process configuration: Yes ✘ No
Tooling used:
None
Tooling with several cavities (mold…): Yes ✘ No
If YES, inspection results will done on each cavity
- Added points:
Several tooling avliable and qualified: Yes ✘ No
If Yes, one PPAP submission for each tooling
- Added Points:
The supplier will keep:
At least 2-5 master samples for 15 years on his premises
✘ 1 sample during the product warranty time
No sample during the product warranty time
Material Certificate
Logistic and packaging validation
(packaging instruction sheet + label on packaging
Partnumber Description Date Issue
1441677-A Plateside 3/10/2020
Drawing Issue Issuer Pallet flag
144T022 K P&G Steel
Packing/Pallet Pallet collars Masonite Lid Carton Quantity
Valeo Tote 30
Additional information, such as number of parts per layer etc…
30 pcs per TitanX green tote (weight must not exceed 35lbs)
Picture
Insert photo / photo´s of essential tooling
used to produce the part Tooling
Tool no/Indentification Application No of tools Photo no 1
2
Tooling drawings including spare part list
Defect Catalogue
Report into IMDS database
id-marking
You might also like
- FIT-WI-2205-QCP-001 V1.0 贴片QC工程图 zh-CN to en 2024-09-09 10-50-05engNo ratings yetFIT-WI-2205-QCP-001 V1.0 贴片QC工程图 zh-CN to en 2024-09-09 10-50-05eng6 pages
- INJECTOR PORT LH & RH REV 2 - Plano de Inyector de CombustibleNo ratings yetINJECTOR PORT LH & RH REV 2 - Plano de Inyector de Combustible1 page
- Defect History and FMEA Analysis ReportNo ratings yetDefect History and FMEA Analysis Report22 pages
- Potential Failure Mode and Effects Analysis (Design FMEA)No ratings yetPotential Failure Mode and Effects Analysis (Design FMEA)12 pages
- PFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top CoverNo ratings yetPFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top Cover3 pages
- Manufacturing and Inspection Plan for MotorsNo ratings yetManufacturing and Inspection Plan for Motors5 pages
- Failure Mode and Effects Analysis - ReportNo ratings yetFailure Mode and Effects Analysis - Report13 pages
- GM 1927 16b Stamping Process Audit-GM ConfidentialNo ratings yetGM 1927 16b Stamping Process Audit-GM Confidential6 pages
- Manufacturing Process Excellence Handout (J Bero)No ratings yetManufacturing Process Excellence Handout (J Bero)38 pages
- 2330859-7 - 415664 - SG - AgC v5 - Process Flow ChartNo ratings yet2330859-7 - 415664 - SG - AgC v5 - Process Flow Chart1 page
- 001 - Technical Feasibility Eturna End Cap - Stage 1 - 25apr2024No ratings yet001 - Technical Feasibility Eturna End Cap - Stage 1 - 25apr202460 pages
- Action Plan With Closer Sheet - Enco 09.09.2025No ratings yetAction Plan With Closer Sheet - Enco 09.09.20254 pages
- Notice: Self-Regulatory Organizations Proposed Rule Changes: Nasdaq Stock Market LLCNo ratings yetNotice: Self-Regulatory Organizations Proposed Rule Changes: Nasdaq Stock Market LLC2 pages
- Operating Procedure Compensation For Wrongful DisconnectionNo ratings yetOperating Procedure Compensation For Wrongful Disconnection18 pages
- Risk Management: Presentasi Untuk: PT - Truba Jurong EngineeringNo ratings yetRisk Management: Presentasi Untuk: PT - Truba Jurong Engineering18 pages
- "The Goal Book Review: Manufacturing Insights"No ratings yet"The Goal Book Review: Manufacturing Insights"1 page
- All Academia - Saving Bank Product PPT - 09052019100% (1)All Academia - Saving Bank Product PPT - 09052019138 pages
- Introduction of Book Keeping & AccountancyNo ratings yetIntroduction of Book Keeping & Accountancy33 pages
- Anam - 1195 - 15793 - 1 - Chap 1 - Technology-Driven Consumer Behavior100% (1)Anam - 1195 - 15793 - 1 - Chap 1 - Technology-Driven Consumer Behavior11 pages
- A Technically Competent, Multi-Disciplinary& Professionally QualifiedNo ratings yetA Technically Competent, Multi-Disciplinary& Professionally Qualified2 pages