SOLID STATE JOINING PROCESSES
Presented by:
PORUPUREDDI SRAVAN KUMAR
15/MM/74
UNDER THE GUIDANCE OF
DR.BIJAY KUMAR SHOW
Dep: METALLURGICAL AND MATERIALS ENGINEERING
NIT DURGAPUR
CONTENTS:
INTRODUCTION
Types of joining
Solid State Welding
Types of Solid State welding
Cold Welding(CW)
Ultrasonic Welding(USW)
Friction Welding
Explosion Welding
Diffusion Welding
References
WHY JOINING?
Ease of manufacturing part by part.
Manufacture as a single then assembling.
To take part apart for repair or maintenance.
Different properties for functional purpose.
Ease of transporting as individual part .
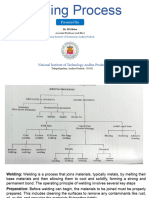
WELDING:-
Welding is a process for joining two similar or dissimilar metals by
fusion. It joins different metals/alloys, with or without the application
of pressure and with or without the use of filler metal.
The fusion of metal takes place by means of heat. The may be
generated either from ‘’combustion of gases, electric arc, electric
resistance, chemical reaction, frictional heat, or by sound and light
energy’’.
WELDING IS USED FOR MAKING PERMANENT JOINT The Advanced
welding is used for generating high temperature in localised zones to
melt the material.
Solid State Welding:-
Solid State Welding is a welding process, in which two work pieces are
joined under a pressure providing an intimate contact between them
and at a temperature essentially below the melting point of the parent
material.
Coalescence of part surfaces is achieved by:
Pressure alone, or
Heat and pressure
If both heat and pressure are used, heat is not enough to melt work
surfaces
For some Solid State Welding processes, time is also a factor
No filler metal is added
Each Solid State Welding process has its own way of creating a
bond at the faying surfaces
Advantages of Solid State Welding:-
Weld (bonding) is free from microstructure defects .
Mechanical properties of the weld are similar to those of the
parent metals
No consumable materials (filler material, fluxes, shielding gases)
are required.
Dissimilar metals may be joined .
Disadvantages of Solid State Welding:-
Expensive equipment.
Types of Solid State welding:-
• Cold Welding
• Ultrasonic Welding
• Friction Welding
• Resistance Welding
• Explosion Welding
• Diffusion Welding
Cold Welding(CW):-
Cold Welding is a Solid State Welding process, in which two work
pieces are joined together at room temperature and under a pressure,
causing a substantial deformation of the welded parts and providing
an intimate contact between the welded surfaces.
As a result of the deformation, the oxide film covering the welded
parts breaks up, and clean metal surfaces reveal. Intimate contact
between these pure surfaces provide a strong and defectless bonding.
Pressure is applied to the workpieces dies or rolls.
Preferably both work should be ductile, because of resulting
deformation.
The work pieces should cleaned
Dissimilar metals can not join.
Material use in cold welding:-
• Aluminum alloys, Copper alloys, low carbon steels, Nickel alloys,
and other ductile metals may be welded by Cold Welding.
Uses of Cold Welding:-
• Cold Welding is widely used for manufacturing bi-metal steel -
aluminum alloy strips.
Ultrasonic Welding(USW):-
Ultrasonic Welding is a Solid State Welding process, in which two work
pieces are bonded as a result of a pressure exerted to the welded
parts combined with application of high frequency acoustic vibration
(ultrasonic).
Ultrasonic vibration causes friction between the parts, which results in
a closer contact between the two surfaces with simultaneous local
heating of the contact area. Interatomic bonds, formed under these
conditions, provide strong joint.
The faying surfaces of the components are subjected to a static
forces and oscillating shearing stress.
Energy required increases with the thickness and hardness of the
materials.
Reliable and versatile for joining metals.
Dissimilar metals can join.
Advantages of Ultrasonic Welding:-
Dissimilar metals can be joined.
Very low deformation of the work pieces surfaces.
High quality weld is obtained.
The process may be integrated into automated production lines.
Moderate operator skill level is enough.
Disadvantages of Ultrasonic Welding:-
Work pieces may bond to the anvil.
Only small and thin parts can be welded.
Ultra Sonic Welding Applications :-
Wire terminations and splicing in electrical and electronics
industry .
Eliminates need for soldering.
Assembly of aluminum sheet metal panels.
Welding of tubes to sheets in solar panels.
Assembly of small parts in automotive industry.
Friction Welding:-
Friction Welding is a Solid State Welding process, in which two
cylindrical parts are brought in contact by a friction pressure
when one of them rotates. Friction between the parts results in
heating their ends. Forge pressure is then applied to the pieces
providing formation of the joint.
Solid State Welding process in which coalescence is achieved by
frictional heat combined with pressure.
When properly carried out, no melting occurs at faying surfaces.
No filler metal, flux, or shielding gases normally used.
Can be used to join dissimilar metals.
Widely used commercial process, amenable to automation and
mass production .
Material that can be welded in Friction Welding:-
• Carbon steels , Alloy steels, Tool and die steels, Stainless steels,
Aluminum alloys, Copper alloys, Magnesium alloys, Nickel alloys,
Titanium alloys can be joined by Friction Welding.
Applications of Friction Welding:-
• Shafts and tubular parts.
• Industries: automotive, aircraft, farm equipment, petroleum and
natural gas .
Limitations of Friction Welding:-
• At least one of the parts must be rotational.
• Flash must usually be removed.
• Upsetting reduces the part lengths (which must be taken into
consideration in product design).
Explosion Welding :-
• Explosive Welding is a Solid State Welding process, in which
welded parts (plates) are metallurgical bonded as a result of
oblique impact pressure exerted on them by a controlled
detonation of an explosive charge.
• No filler metal used.
• No external heat applied.
• No diffusion occurs - time is too short.
• Bonding is metallurgical, combined with mechanical interlocking
that results from a rippled or wavy interface between the metals.
Commonly used to bond two dissimilar metals, in particular to clad one
metal on top of a base metal over large areas.
Figure Explosive welding (EXW): (1) setup in the parallel configuration, and (2)
during detonation of the explosive charge.
Advantages of Explosive Welding:-
• Large surfaces may be welded.
• Low cost and simple process.
• Surface preparation is not required.
Disadvantages of Explosive Welding:-
• Brittle materials (low ductility and low impact toughness) cannot
be processed.
• Thickness of flyer plate is limited.
• Safety and security aspects of storage and using explosives.
Applications Explosive Welding:-
• Cladding of base metals with thinner alloys e.g. cladding of Ti with
mild steel.
• Seam and lap welds.
• Reinforcing aerospace materials with dissimilar metal ribs.
• Heat exchangers.
• Tubular transition joints.
• Used as a repair tool for repairing leaking tube-to-tube sheet
joints.
• Spot welding.
• Flat plates.
• Joining of pipes in socket joints.
Diffusion Welding:-
• Diffusion Welding is a Solid StateWelding process, in which
pressure applied to two work pieces with carefully cleaned
surfaces and at an elevated temperature below the melting point
of the metals.
• Bonding of the materials is a result of mutual diffusion of their
interface atoms.
• In order to keep the bonded surfaces clean from oxides and
other air contaminations, the process is often conducted in
vacuum.
• No appreciable deformation of the work pieces occurs in
Diffusion Welding.
Diffusion Welding is able to bond dissimilar metals, which are difficult
to weld by other welding processes:
• Steel to tungsten;
• Steel to niobium;
• Stainless steel to titanium;
• Gold to copper alloys
Advantages of Diffusion Welding:-
• Dissimilar materials may be welded.
• High quality welding is obtained.
• No limitation in thickness of the work pieces.
Disadvantages of Diffusion Welding :-
• Time consuming process with low productivity.
• Very thorough surface preparation is required as compared to
welding process.
• Relatively high initial investments in equipment .
REFERENCES:-
1.Wikipedia
2. Richard Little, Welding and Welding Technology, McGraw Hill, (2001),
1st edition
3. Welding handbook, American Welding Society, (1983), 7th edition,
volume 1 & 2, USA
4.http://www.everlastgenerators.com/importance-of-welding-in-
manufacturingindustries.php
5. http://en.wikipedia.org/wiki/Metal_fabrication